第 1 章 绪论
1.1 研究背景
水资源是人类赖以生存的基础,我国水资源短缺、污染严重、分布极其不均,人均水资源仅占世界人均水资源量的 1/4[1-2]。近年来,随着工业、农业、经济产业的快速发展以及人民生活水平的提高,我国水体氮素污染问题日趋严重,影响人类的安全及健康。根据中国报告网数据显示,2018 年我国废水排放总量高达 708.8亿吨,与 2017 年相比(699.7 亿吨)增加了 9.1 亿吨,由此可见,水污染问题仍未得到有效解决。与此同时,2019 年我国城镇生活污水占比逐年升高。
此外,随着石化、食品和制药等工业的发展以及人民生活水平的提高,一些工业废水和垃圾渗滤液中不仅含有高浓度的氮,而且含有一定浓度的盐,废水中高浓度的盐会抑制微生物的生长,甚至死亡,进而影响水处理系统的净化性能及其稳定性[3]。对于这类废水加以处理才能更好的达到排放标准,但是,处理高盐含氮废水将影响微生物的活性,使系统运行崩溃。现今问题是,如何有效的恢复微生物的活性及其系统的稳定性成为备受关注的问题。
研究发现,在处理高盐含氮废水时生物法较物化法在实际工程运用中更为广泛[4]。又由于新型生物脱氮技术中的厌氧氨氧化(Anammox)工艺在反应过程中生成的 NO3--N 不能被去除,从而使造成脱氮效率低、不充分等缺点。针对这一问题,有学者研究发现厌氧氨氧化耦合异养反硝化(SAD)工艺可以解决这一难题,异养反硝化菌(DNB)利用有机碳源将 Anammox 反应生成的 NO3--N 去除,从而达到更好地协同脱氮效果。然而,采用 SAD 工艺处理高盐含氮废水会破坏系统的稳定性,使厌氧氨氧化菌(AnAOB)与 DNB 均受到高盐度冲击而活性降低,严重时还产生抑制作用,进而影响 SAD 工艺的运行特性。目前,关于 SAD 工艺处理高盐含氮废水已有研究,但是,对于高盐度冲击后 SAD 工艺的恢复特性研究相对较少,故笔者对高盐度冲击后 SAD 工艺的恢复特性展开研究。
.......................
1.2 污水脱氮技术
近年来,水体氮素污染问题日益严重,如何高效的控制氮素污染并得到去除成为国内外备受关注的热点问题。经过前者长期的试验研究,将氮素的去除方法归结为两大类,即物化法和生物法。
1.2.1 物化法脱氮技术
用于处理含氮废水的物化法主要包括:氨吹脱法、离子交换法、折点氯化法、吸附法、化学沉淀法、膜分离技术等;具有工艺简单、操作方便、投资较低、反应快且高效等优点,缺点是药品用量大、运行成本高、甚至会产生有害气体及造成二次污染[12]。
1.2.2 生物法脱氮技术
与物化法相比,生物法具有环境友好、运行稳定、简单廉价、脱氮效果好等优点而备受关注[4]。可以看出,生物法较物化法在实际工程运用中更为广泛。其中,生物处理方法主要包括:传统生物脱氮技术和新型生物脱氮技术。
1.2.2.1 传统生物脱氮技术
传统生物脱氮技术通常分为三个阶段:第一阶段为氨化阶段,废水中的含氮有机物经氨化细菌快速转化成氨氮(NH4+-N);第二阶段为硝化阶段,指在好氧条件下,NH4+-N 被氨氧化菌(Ammonia Oxidizing Bacteria,AOB)转化为亚硝酸盐氮(NO2--N),随后,NO2--N 在亚硝酸盐氧化菌(Nitrite Oxidizing Bacteria,NOB)的作用下转化为硝酸盐氮(NO3--N);第三阶段为反硝化阶段,是指在缺氧条件下,NO2--N 和 NO3--N 被 DNB 转化为氮气(N2)、一氧化氮(NO)和一氧化二氮(N2O)(主要为 N2),从废水中释放到大气,从而达到去除水中氮素的目的。
.........................
第 2 章 材料与方法
2.1 实验装置
2.1.1 反应器装置及工艺流程
UASB 工艺流程图如图 2-1 所示,反应器由套筒状的有机玻璃材质组成,直径为 11 cm,高 110 cm,有效容积为 10 L;反应器顶部设有三相分离器,用于对原污水与回流混合液的泥、水、气三相分离;反应器外设有水浴循环,水浴循环水箱内放有两支加热棒,以保持主体反应器内的恒定温度;反应器套筒外包裹有黑色软性材料,以保温和避光;反应器设置外回流,通过调节回流泵的转速,进而调节反应器内部污泥的上升流速,为颗粒污泥的形成提供有效条件。原水与回流水一同从底部进入反应器,出水从顶部的出水口流至出水箱。反应器实物图如图2-2 所示。
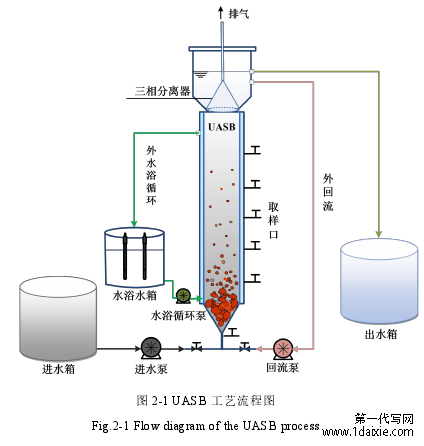
图 2-1 UASB 工艺流程图
2.2 接种污泥及试验用水
2.2.1 接种污泥
试验接种污泥为本课题组在(33±1)℃条件下经高盐度(100 mmol/L)冲击后的厌氧氨氧化颗粒污泥和厌氧氨氧化絮状污泥,共 900 mL,接种污泥放入 UASB反应器前用蒸馏水冲洗数次以去除表面杂质。
2.2.2 试验用水
试验采用人工配置的模拟废水,主要成分为氨氮和亚硝酸盐。其中,氨氮与亚硝酸盐浓度按需配置。NaHCO3用来调节进水 pH 值,其浓度为 500 mg/L;KH2PO4浓度为 27.2 mg/L;CaCl2·2H2O 浓度为 180 mg/L;MgSO4·7H2O 浓度为 300 mg/L;微量元素Ⅰ和Ⅱ的浓度均为 1 mL/L。其中,微量元素Ⅰ、Ⅱ的组成见表 2-1 所示。
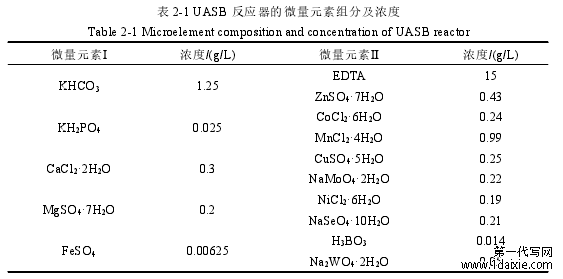
表 2-1 UASB 反应器的微量元素组分及浓度
第 3 章 高盐度冲击后厌氧氨氧化工艺恢复及运行特性············· 33
3.1 引言·························· 33
3.2 试验运行条件·························· 33
第 4 章 厌氧氨氧化耦合异养反硝化工艺的恢复························43
4.1 引言······················43
4.2 试验用水及运行方式··························43
第 5 章 优化 SAD 工艺恢复性能数学模拟·························51
5.1 引言························ 51
5.2 本研究模型的建立··························51
第 5 章 优化 SAD 工艺恢复性能数学模拟
5.1 引言
ASMs 系列数学模型采用矩阵形式描述活性污泥处理污水的各生物化学反应,主要以 Monod 方程为基础,通过化学计量系数守恒计算所得。本章基于改良 ASM1模型中微生物的生长衰亡理论,构建 UASB 反应器数学模型。通过对第 3 章、第 4章的实验数据进行模拟,以验证模型的有效性,确定最佳 C/N 比参数,优化工艺运行条件,进而得出功能菌浓度和功能菌活性的变化情况,以期实现 SAD 工艺优化模型在实际工程工艺性能恢复中提供指导依据。
在 AQUASIM 软件中,采用两个完全混合反应器平流连接,并设置 100%的污泥回流系统,以建立 UASB 反应器实验装置的工艺模型,如图 5-1 所示。
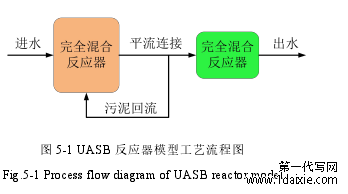
图 5-1 UASB 反应器模型工艺流程图
............................
结论
结论:污水处理领域从单一的实验化发展为新技术的模型模拟化阶段,基于对活性污泥法机理的认知,将改良 ASM1 模型与 AQUASIM 2.0 软件相结合,在 Anammox工艺恢复实验、SAD 工艺恢复实验的基础上,通过模型的建立、灵敏度分析、校正及检验步骤,依次构建 Anammox 工艺恢复模型、SAD 工艺恢复模型,使用模型模拟实验的恢复运行过程,进而对 SAD 工艺恢复性能优化展开模拟,确定最佳C/N 比参数,为数学模型的合理使用以及 SAD 工艺恢复和优化实践提供技术支持。本文主要结论如下:
(1)采用逐步提高进水氮负荷的方式,可以有效地恢复受高盐冲击后Anammox 污泥活性,进而使 Anammox 工艺实现对氮素的高效削减,NRE、NRR和 NLR 分别达到 81.42%、0.85 Kg/(m3·d)和 1.05 Kg/(m3·d)。随着反应器的运行,工艺反应过程中△NO-2-N/△NH+4-N 和△NO-3-N/△NH+4-N 比值分别趋于 1.32 和0.26,符合厌氧氨氧化化学反应计量学规律,表明厌氧氨氧化为主导反应。随着工艺运行效能的恢复,颗粒污泥由粒径较小的深褐色变为粒径较大的红褐色;EPS含 量 由 105.89 mg/g 增 加 到 147.98 mg/g , 疏 水 性 的 EPSP始 终 占 比 最 大(85.81%~93.03%),这也是促使颗粒污泥平均粒径增大的直接原因。
(2)向进水中投加低浓度的有机碳源(乙酸钠),使 C/N 比在 0.25 附近。经过 53 d 的运行,实现了 SAD 工艺的恢复。恢复过程中,出水 NO3--N 逐渐降低,被 DNB 消耗,厌氧氨氧化脱氮贡献率有所下降,相反,反硝化脱氮贡献率有所上升;在恢复末期,NH4+-N、NO2--N 和 COD 的去除率分别达到 93.43%、91.79%和82.22%,NRE、NRR 和 NLR 分别达到 82.99%、0.90 Kg/(m3·d)和 1.09 Kg/(m3·d)。随着耦合工艺的恢复运行,△NO-2-N/△NH+4-N 比保持在 1.32 附近,△NO-3-N/△NH+4-N 比在第 1~17 d(142~158 d)内呈下降趋势,之后稳定维持在 0.19 附近,低于理论值 0.26。颗粒污泥颜色由红褐色变成了灰白色,并且为局部包裹,有机碳源的加入,使颗粒污泥粒径整体增大,大于 1.5 mm 的污泥所占百分比为 72.06%,与上一阶段相比增加了 3.81%。与此同时,EPS 含量不断升高,运行至 194 d 时,反应器中 EPS 含量升高至 203.53 mg/g(以 VSS 计)。
参考文献(略)